





1. INTRODUÇÃO
Spunbond telas são produzidos mediante depósito de filamentos extrudados, girou sobre um cinto de coletando em um uniforme de forma aleatória seguida de ligação das fibras. As fibras são separadas durante o web que fixa o processo por jatos de ar ou cargas electrostáticas. A superfície de coleta geralmente é perfurada para impedir o fluxo de ar do defletor e carregando as fibras de forma descontrolada. Ligação transmite força e integridade para a web, aplicando aquecida rola ou quente agulhas parcialmente derreter o polímero e as fibras se fundem. Desde orientação molecular aumenta o ponto de fusão, fibras que não são altamente desenhadas podem ser usadas como fibras de ligação térmica. Polietileno ou copolímeros de etileno-propileno aleatórios são usados como sítios de ligação baixa fusão. Spunbond produtos são empregados no revestimento protetor de tapete, geotêxteis e produtos médicos descartáveis/higiene. Desde que a produção do tecido é combinada com a produção de fibra, o processo é geralmente mais econômico do que quando usando fibra de grampo para fazer não tecido tecidos [1].
2. SPUNBONDING processo
3. POLÍMERO
em geral, de alto peso molecular e amplo molecular polímeros de distribuição de peso, tais como PP, PET, poliamida, etc podem ser processados por spunbonding para produzir teias uniformes. Polímeros de derretimento-viscosidade média, comumente usados para a produção de fibras pelo derretimento da fiação, são usados.
eu) polipropileno
Isotactic polipropileno é o mais amplamente utilizado polímero para produção de não-tecidos spunbond. Ele fornece o mais alto rendimento (fibra por quilograma) e poder de cobertura com o menor custo por causa de sua baixa densidade. Consideráveis progressos na fabricação de resinas de polipropileno e aditivos desde o primeiro de spunbond de de tecidos de polipropileno foram comercializados na década de 1960. Apesar de polipropileno instabilizado é rapidamente degradado pela luz UV, estabilizadores melhorados permitem vários anos de exposição ao ar livre antes de se deteriorar propriedades das fibras. Para reduzir custos, sucata ou fibras de polipropileno de qualidade inferior podem ser repelletized e então misturadas em pequenas quantidades com polímero fresco para produzir telas de spunbond primeiras grade. Isto é muito importante em uma indústria altamente competitiva e vantajosa.
ii) poliéster
poliéster é usado em um número de produtos comerciais spunbond e oferece certas vantagens em polipropileno, embora seja mais caro. Ao contrário de polipropileno, poliéster sucata não é facilmente reciclada na fabricação de spunbond. Resistência à tração, módulo de elasticidade e estabilidade de calor dos tecidos de poliéster são superiores aos de tecidos de polipropileno. Tecidos de poliéster são facilmente tingidos e impresso com equipamentos convencionais.
iii) Spunbond telas
são feitas de nylon-6 e o nylon-6, 6. Nylon é altamente intensivo de energia e, portanto, mais caro do que o poliéster ou polipropileno. Telas de nylon-6,6 spunbond são produzidas com pesos tão baixos quanto 10 g/m2 e com força e excelente cobertura. Ao contrário de olefinas e tecidos de poliéster, aqueles feitos de nylon facilmente absorvem a água através de hidrogénio entre as moléculas de água e grupo Amida.
da Nylon
iv) polietileno
as propriedades das fibras de polietileno que são meltspun por métodos tradicionais são inferiores às de fibras de polipropileno. Avanços na tecnologia de polietileno podem levar à comercialização de spunbond estruturas com características não ainda atingíveis com polipropileno. Um polietileno de grau de fibra foi anunciado em 1986 atrasado.
v) poliuretano
um novo tipo de estrutura foi anunciado no Japão com a comercialização de tecidos spunbond baseado em termoplásticos. Apesar de spunbond telas de uretano foram descritas anteriormente, isto representa a primeira produção comercial de tais tecidos. Propriedades únicas são requeridas para este produto, que parece ser bem adequado para vestuário e outras aplicações que requerem o estiramento e recuperação.
vi) Rayons
muitos tipos de rayons foram processados com êxito em teias de spunbond utilizável usando métodos de fiação úmida. A principal vantagem do rayon é que fornece propriedades de bom caimento e suavidade para web.
4. COMBINAÇÕES de polímero
que alguns tecidos são compostos de diversos polímeros. Um polímero de derretimento baixo pode funcionar como o fichário que pode ser uma fibra separada intercaladas com fibras de fusão mais elevadas, ou dois polímeros podem ser combinados em um tipo de fibra única. Neste último caso as fibras chamadas de bi-componente possuem um componente de fusão inferior, que funciona como uma bainha cobrindo mais de um núcleo de fusão mais elevado. Fibras com dois componentes também são fiadas por extrusão de dois polímeros adjacentes. Polietileno, nylon-6 e poliésteres modificados por ácido isoftálico são usados como elementos de bicomponent (baixa fusão).
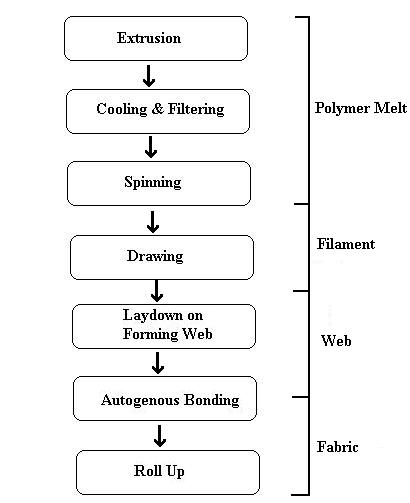
5. FIAÇÃO e formação de WEB
Spunbonding combina fibra girando com formação web, colocando o dispositivo de ligação em consonância com a fiação. Em alguns arranjos web é ligado em uma etapa separada que, à primeira vista, parece ser menos eficiente. No entanto, este arranjo é mais flexível, se mais de um tipo de ligação é aplicado a mesma web.
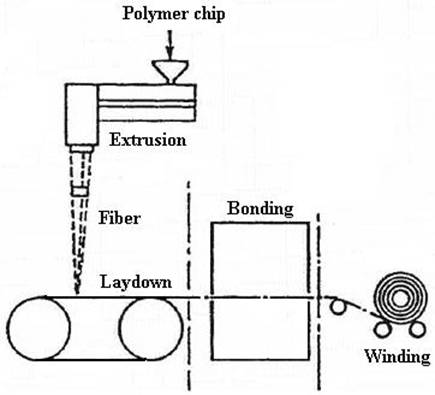
o processo de fiação é semelhante à produção de fios de filamentos contínuos e utiliza condições semelhantes de extrusora para um determinado polímero. As fibras são formadas como o polímero fundido sai as fieiras e é extinto por ar fresco. O objetivo do processo é produzir uma vasta teia e, portanto, muitos fieiras são colocadas lado a lado para gerar fibras suficientes em toda a largura total. O agrupamento de fieiras é chamado frequentemente um bloco ou um banco. Na produção comercial de dois ou mais blocos são usados em conjunto para aumentar a cobertura de fibras.
antes de deposição em um cinto ou uma tela em movimento, a saída de uma fieira consiste geralmente em cem ou mais filamentos individuais, que devem ser atenuados para orientar as cadeias moleculares dentro das fibras para aumentar a resistência da fibra e diminuir a extensibilidade. Isso é conseguido rapidamente, estendendo-se as fibras de plástico imediatamente depois de sair da fieira. Na prática, as fibras são aceleradas ou mecanicamente ou pneumaticamente. Na maioria dos processos, as fibras são pneumaticamente aceleradas em múltiplos feixes de filamentos; no entanto, outras providências têm sido descritas, onde uma linha alinhada linearmente ou fileiras de filamentos individuais é acelerado pneumaticamente.
em têxteis tradicionais girando uma orientação das fibras é conseguida os filamentos de enrolamento a uma taxa de aproximadamente 3.200 m/min para produzir fios parcialmente orientados (POY). Os POYs podem ser retiradas mecanicamente em uma etapa separada para melhorar a força. Em spunbond feixes de filamentos de produção são parcialmente orientado por velocidades de aceleração pneumática de 6.000 m/min ou superior. Resultado tão altas velocidades em orientação parcial e altas taxas de formação de web, particularmente para estruturas leves (17 g/m2). A formação de teias ampla em altas velocidades é uma operação altamente produtiva.
para muitas aplicações, orientação parcial suficientemente aumenta a força e diminui a extensibilidade para dar um tecido funcional (exemplos: coverstock de fraldas). No entanto, alguns aplicativos, como o tapete primário de apoio, exigem filamentos com altíssima resistência à tração e baixo grau de extensão. Para essa aplicação, os filamentos são desenhados sobre rolos aquecidos com um rácio de empate típico de 3.5:1. Os filamentos são então pneumaticamente acelerados em uma correia movente ou tela. Este processo é mais lento, mas dá mais fortes teias.
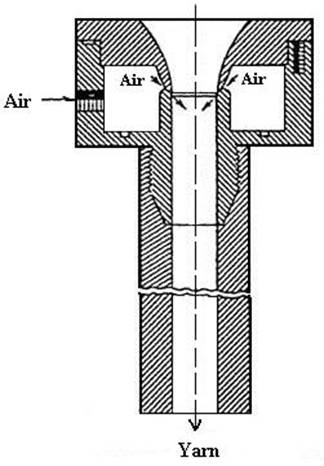
que Web é formado pela deposição pneumática dos pacotes do filamento para a correia em movimento. Uma arma pneumática utiliza ar de alta pressão para percorrer os filamentos uma restrito área de baixa pressão, mas a velocidade mais elevada, como em um tubo de venturi. Em ordem para a web atingir cobertura e máxima uniformidade, filamentos individuais devem ser separados antes de atingir o cinto. Isso é feito através da indução de uma carga eletrostática para o pacote enquanto sob tensão e antes da deposição. A carga pode ser induzida triboelectrically ou aplicando uma carga de alta tensão. O anterior é um resultado de esfregar os filamentos contra uma superfície aterrada e condutor. A carga eletrostática sobre os filamentos deve ser pelo menos 30.000 esu / m2.
o cinto normalmente é feito de um fio condutor eletricamente aterrado. Após a deposição, o cinto descarrega os filamentos. Este método é simples e confiável. Teias, produzidas pela fiação linearmente dispostas filamentos através de um dado chamado slot, eliminando a necessidade de tal pacote separando dispositivos.
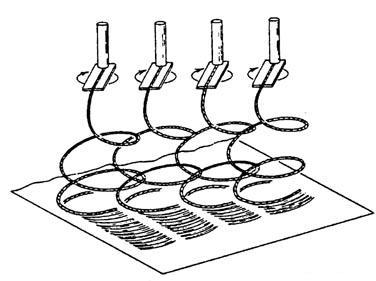
filamentos também são separados por forças mecânicas ou aerodinâmicas. A figura abaixo ilustra um método que utiliza um avião defletor rotativo para separar os filamentos, colocando-os em loops sobrepostos; sucção segura a massa de fibra no lugar.
para algumas aplicações, os filamentos são fixados aleatoriamente a direção de impor o cinto. Para alcançar uma característica particular do tecido final, a direção do filamento inclinada é controlada pela atravessando os feixes de filamento mecanicamente ou aerodinamicamente como eles se movem em direção a correia de coleta. No método aerodinâmico, pulsos alternados de ar são fornecidos em ambos os lados dos filamentos que emergem do jato pneumático.
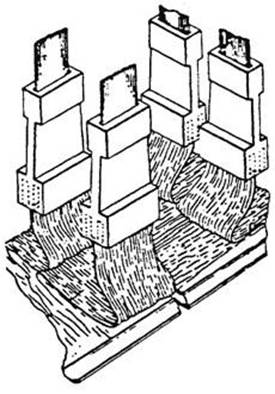
pela disposição adequada de blocos de fieira e os jets, deitar pode ser alcançado predominantemente na direção desejada. A produção de uma web com predominantemente máquina Cruz-máquina e direção direção filamento deitar abaixo é mostrado na figura abaixo. Padrões de cruz-rodou altamente ordenados podem ser gerados por feixes de filamentos de oscilação conforme mostrado. filamentos e
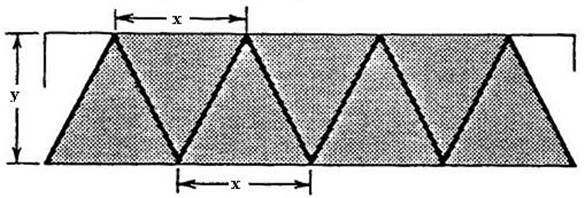
se o estabelecer cinto está se movendo rapidamente estão sendo atravessados através deste sentido do movimento, os filamentos estão sendo depositados em um padrão zig-zag ou onda senoidal sobre a superfície da correia móvel. O efeito do movimento transversal na cobertura e uniformidade da web tem sido tratadas matematicamente. O resultado é que as relações entre a velocidade de cinto coleta, período de travessia e a largura da cortina de filamento sendo atravessada de determinam a aparência da web formado. A seguinte ilustração mostra o lay-down para um processo onde o cinto coletando percorre uma distância igual à largura da cortina de filamento x durante um período completo de travessia através de uma correia largura y. Se a velocidade da correia é Vb e a velocidade transversal é Vt, o número de camadas depositadas, z, é calculado por z = [x Vb Vt/y]. Se a velocidade transversal é duas vezes a velocidade da correia e se x e y são iguais, uma dupla cobertura ocorre ao longo de todas as áreas do cinto.
6.
de ligação muitos métodos podem ser usados para unir as fibras na web fiado. Embora a maioria dos procedimentos foram desenvolvidos para fibras descontínuas não tecidas, eles foram adaptados com sucesso para filamentos contínuos. Estes incluem mecânica agulhamento, colagem térmica e ligação química. Os dois últimos podem criar laços grandes regiões (área de ligação) ou pequenas regiões (ponto de ligação) da web por fusão ou aderência das fibras. Ponto de ligação resulta na fusão de fibras em pontos, com fibras entre os laços de ponto, permanecendo relativamente livre. Outros métodos utilizados com mantas de fibra de grampo, mas não rotineiramente com teias de filamento contínuo incluem ponto de ligação, fundindo ultra-sônica e emaranhamento hidráulico. O último método tem potencial para produzir estruturas de filamento contínuo muito diferentes, mas é mais complexo e caro. A escolha de uma técnica de colagem especial é ditada principalmente por aplicativos de tela final; ocasionalmente, uma combinação de duas ou mais técnicas é empregada para conseguir ligação.
7. SISTEMA de processo de SPUNBOND
um número de processos de spunbond pode ser montado em um destes três rotas com modificação apropriada. A seguir está três girando bem sucedida, de desenho, e sistemas de deposição merecem uma breve discussão.
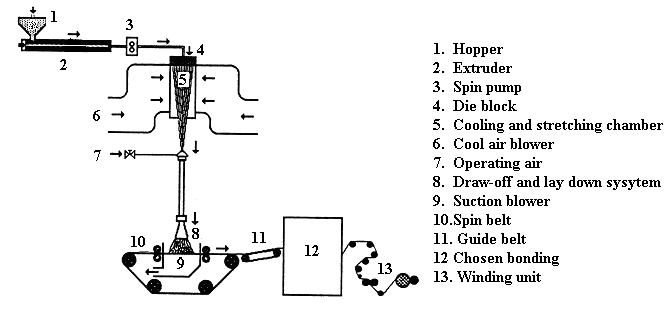
7.1 "sistema de DOCAN"
que esta rota foi inicialmente desenvolvida pela Lurgi Kohle & Mineral-Oltechnik GmbH, da Alemanha, em 1970. Muitas empresas não tecidas licenciaram-se esta rota da Lurgi Corporation para a produção comercial. [3] esta rota (gráfico 2 abaixo) baseia-se o degelo girando a técnica. O degelo é forçado pelas bombas de rotação através de fieiras especiais, tendo um grande número de buracos. Pela escolha apropriada de extrusão e centrifugar as condições, negador do filamento desejado é atingido. Os dutos de golpe localizado abaixo individuais fieiras continuamente legais os filamentos com ar condicionado. A força necessária para o filamento de desenho e orientação é produzida por um sistema de aerodinâmico especial. Cada pacote de filamento contínuo é captado por um tiragem jato operado no ar de alta pressão e passado através de um tubo de guia para um separador que separação de efeitos e fanning dos filamentos [8]. Finalmente, o ventilador de filamento, deixando os separadores é depositado como um web aleatório em uma correia movente de peneira. A sucção abaixo da cintura de peneira realça o lay aleatório para baixo dos filamentos.
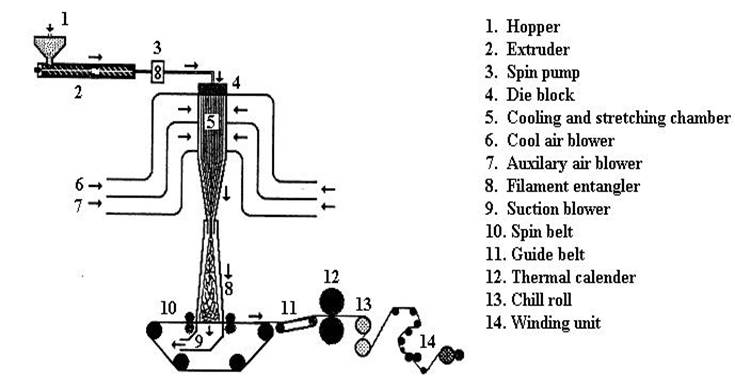
sistema 7.2 "REICOFIL"
que esta rota foi desenvolvida pela Reifenhauser da Alemanha. Muitas empresas de nãotecidos licenciaram-se esta rota da Reifenhauser GmbH para produção comercial. Esta rota (gráfico 3 abaixo), baseia-se o degelo girando a técnica. [3] o degelo é forçado pelas bombas de rotação através de fieiras especiais, tendo um grande número de buracos. Os dutos de golpe primário, localizados abaixo do bloco de fieira, cool continuamente os filamentos com ar condicionado. Os dutos de golpe secundário, localizados abaixo os dutos do golpe principal, continuamente fornecem ar auxiliar da temperatura ambiente. Largura de trabalho da linha inteira, gerado pelo ventilador sub-pressão chupa filamentos e misto ar abaixo das fieiras e câmaras de refrigeração. Os filamentos contínuos são sugados por um venturi (alta velocidade, zona de baixa pressão) para uma câmara de distribuição, que afeta fanning e entrelaçamento dos filamentos. Finalmente, os filamentos emaranhados são depositados como uma web aleatória em uma correia movente de peneira. A aleatoriedade é transmitida pela turbulência no fluxo de ar, mas há uma pequena inclinação no sentido longitudinal devido alguns direcionalidade cedida pelo cinto em movimento. A sucção abaixo da cintura de peneira realça o lay aleatório para baixo dos filamentos.
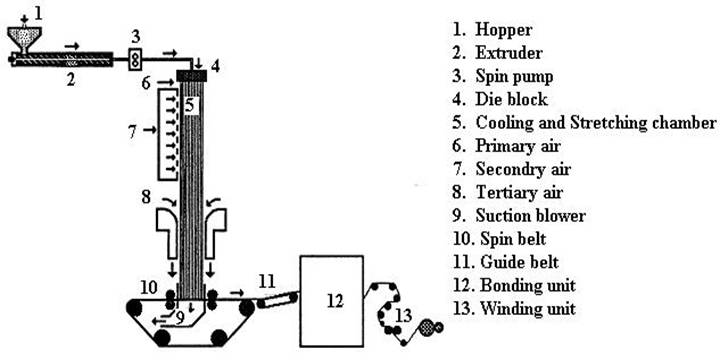
7.3 "sistema LUTRAVIL"
que esta rota foi inicialmente desenvolvida por Carl Freudenberg empresa da Alemanha em 1965. Este processo é proprietário e não está disponível para licenciamento comercial. Esta rota (gráfico 4), baseia-se o degelo girando a técnica. O degelo é forçado pelas bombas de rotação através de fieiras especiais, tendo um grande número de buracos. Os dutos de golpe primário, localizados abaixo do bloco de fieira, cool continuamente os filamentos com ar condicionado. Os dutos de golpe secundário, localizados abaixo os dutos do golpe principal, continuamente fornecem ar de temperatura controlada. Os filamentos são passados através de um dispositivo especial, onde o ar terciário de alta pressão atrai e orienta os filamentos. Finalmente, os filamentos são depositados como uma web aleatória em uma correia movente da peneira [4].
8. CARACTERÍSTICAS e propriedades
as teias de spunbonded representam uma nova classe de produto sintético, com uma combinação de propriedade de queda entre tecido de papel e tecido. Teias de Spunbonded oferecem uma ampla gama de características de produto, variando de muito leve e flexível estrutura a estrutura pesada e rígida. [4]
· Estrutura fibrosa aleatório
· Geralmente, a web é branca com opacidade elevada por unidade de área
· A maioria das teias de spunbond são colocadas em camadas ou estrutura shingled, o número de camadas aumenta com a crescente base peso
· Base pesos variam entre 5 e 800 g/m2, geralmente 10-200 g / m2
· Diâmetros de fibra variam entre 1 e 50 hum, mas o intervalo preferido é entre 15 e 35 hum
· Faixa de espessuras de Web entre 0. 1 e 4,0 mm, geralmente 0,2-1,5 mm
· Lágrima de alta resistência (para área ligada webs apenas)
· Planares Propriedades isotrópicas devido aleatório na cama suspensa das fibras
· Boa briga e vinco resistência
· Capacidade de retenção de líquido elevado devido a alta vazio conteúdo
· Resistência elevada no plano de cisalhamento e baixa Drapeabilidade.
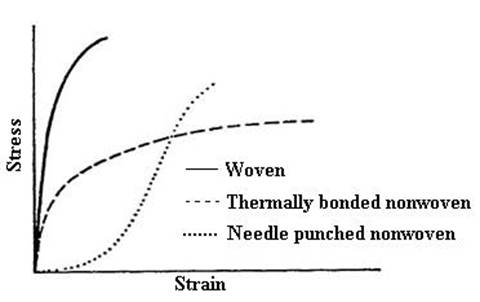
Spunbond telas são caracterizadas por resistência à tração, rasgo e estourar os pontos fortes, alongamento-para-pausa, peso, espessura, porosidade e estabilidade ao calor e produtos químicos. Estas propriedades refletem a estrutura e composição do tecido. Comparação das curvas tensão-deformação genérica de termicamente e tecidos needlepunched mostra que a forma das curvas de carga-deformação é uma função da liberdade dos filamentos de mover-se quando o tecido é colocado sob estresse.
alguns aplicativos exigem testes especiais para luz solar, oxidação, resistência ardente, vapor da umidade e transporte líquido, o coeficiente de atrito, propriedades de resistência e estética de costura. A maioria das propriedades podem ser determinadas com procedimentos de teste padronizado (INDA). Propriedades físicas típicas são dadas abaixo:
9. APLICAÇÕES
eu) automotivo
teias spunbonded de hoje são usadas em todo o automóvel e em muitas aplicações diferentes. Um dos principais usos de spunbonded teias no automóvel é como um revestimento protetor para adornou tapetes automóvel. As teias de spunbonded também são utilizadas para peças de acabamento, trunkliners, painel interior da porta, e capas.
ii) Engenharia Civil
o segmento de mercado de engenharia civil continua a ser as maior mercado único spunbond correias fotorreceptoras, que constituem mais de 25% do total. Spunbonded engenharia civil teias tampa que usa um múltiplo de relacionados, tais como, controle de erosão, proteção de revestimento, estabilização de camas de ferro, canal e proteção do revestimento de reservatório, rodovia e Aeroporto preto top prevenção craqueamento, telhados, etc. [6]. As propriedades específicas de spunbonded teias - que são responsáveis por esta revolução - são estabilidade química e física, relação custo/resistência elevada e sua estrutura única e altamente controlável, que pode ser projetada para fornecer propriedades desejadas [6].
iii) sanitária e médica
o uso de spunbond web como um coverstock para fraldas e incontinência dispositivos tem crescido dramaticamente na última década. Isto é principalmente devido à estrutura original do spunbond, que ajuda a pele do usuário estadia seca e confortável [7]. Além disso, teias de spunbond acabaram rentáveis outros falsos tecidos convencionais. Spunbond web, como coverstock, é também amplamente utilizada de forma limitada em tampões e absorventes higiênicos.
em aplicações médicas, que muitos materiais tradicionais foram substituídos por teias de spunbonded de alto desempenho. As propriedades específicas de spunbonded teias, que são responsáveis para uso médico, são: respirabilidade; resistência à penetração de líquidos; estrutura livre de fiapos; sterilizability; e, impermeabilidade às bactérias. Aplicações médicas incluem: vestidos de sala de cirurgia descartáveis, tampas da sapata e embalagens esterilizáveis [7].
iv) embalagem
Spunbonded tecidos são amplamente utilizados como material de embalagem onde produtos de papel e películas plásticas não são satisfatórias. Os exemplos incluem: metal-núcleo envoltório, médica embalagem estéril, disquete forros, envelopes de alta performance e produtos de papelaria.




